Plánování a řízení výroby v Infor ERP SyteLine
Začátek letošního roku bychom rádi zahájili netradičně - seriálem, který postupně představí vyspělé moderní informační systémy i zajímavá dílčí IT řešení určená českým a slovenským podnikům. V první části nabízíme pohled na jednu z vlajkových lodí společnosti Infor Global Solutions - Infor ERP SyteLine. Protože je tento systém určený zejména průmyslovým podnikům, zaměříme se v našem článku na podrobnou charakteristiku jeho možností v oblasti plánování a řízení výroby. Nebude chybět ani vysvětlení důležité terminologie slovy dodavatele, a to formou několika příkladů. Co vstupuje do plánovacího procesu? SyteLine APS rozlišuje několik typů vstupů. Mezi ty zásadní patří: Příklad: Vyrábíme položku prostřednictvím tří operací (označených např. 10, 20, 30), které tvoří tzv. pracovní postup. Vazba materiálového kusovníku je zabezpečena skrze jednotlivé operace. Každá operace může tudíž mít vazbu dalších položek, přičemž položky nemusí být navázány na první operaci, ale na kteroukoliv další. Z pohledu plánování se jedná o důležité informace, zejména v případě, kdy průběžná doba výroby jednotlivých operací je relativně dlouhá. Je-li např. potřeba materiál až na operaci 30 a nikoliv 10, která přichází na řadu až za dva týdny, systém by zbytečně navrhoval zabezpečení položky o dva týdny dříve (materiál by ležel na skladě a vázal prostředky atp.). Jak plánuje SyteLine APS? Plánovací proces začíná okamžikem přijetí požadavku na konkrétní položku, množství a datum dodání (datum plnění). Zákazník přitom buď zadá požadované datum či se na něj zeptá. Od tohoto data se začíná plánovat zpětně. Systém prochází podklady, technologický kusovník, a poté zároveň plánuje materiál a kapacity. Dochází tedy k tzv. zaplánování, při němž se zjišťuje, kdy lze začít pracovat na jaké operaci a s jakým materiálem. APS tak při tomto procesu zjistí datum uvolnění požadavku v souladu s požadovaným datem plnění. Pokud systém při zaplánování nenarazí na omezení dnešního data, je vše v pořádku. Kapacity se alokují na danou zakázku, nebudou pak již použity na žádnou jinou a datum plnění se potvrdí. To je však ten jednodušší případ.
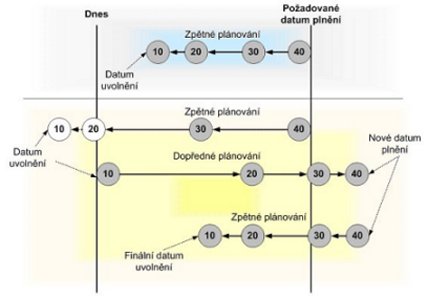
Pokud systém při zaplánování zjistí, že by se dostal do minulosti, tak svou činnost ukončí. Kapacity které si alokoval, zase uvolní a stejný požadavek začíná plánovat dopředně. Na konci tohoto plánování systém sdělí, že požadované datum není možné a určí nové. Následně proběhne ještě jeden zpětný běh – tzv. optimalizační, který vychází z nového data plnění. Jeho smyslem je možnost dosáhnout zkrácení průběžné doby. Obr. 1: Princip plánování Systém plánuje po jednotlivých zakázkách (požadavcích) podle priorit a vždy nejprve plánuje zpětně. Pokud nenarazí na omezení dnešního data, bere další v pořadí a provede zaplánování. V případě, že narazí na dnešní datum, provede plánování dopředně a ještě jednou zpětně – optimalizačně. V systému je také možno stanovit i tzv. "virtuální dnešek" a plánovat právě vůči tomuto datu. Toto vše se děje skryto před očima uživatele – na pozadí. Uživatel systému nedostává ani žádná hlášení o průběhu plánování.
![]()
![]()
Jednotlivé kapitoly
![]()
![]()
1. Představení produktu Infor ERP SyteLine ... (23.01.2007)
2. Jak plánuje SyteLine APS ... (23.01.2007, aktualizováno - 23.08.2007)
3. Podpora štíhlé výroby a práce se zdroji ... (23.01.2007)
4. Prezentace výsledků ze SyteLine APS ... (23.01.2007)
5. Kolaborativní plánování v řetězci ... (23.01.2007)
![]()
Přijde-li požadavek na položku A, systém začíná plánovat podle výše zmíněných pravidel. Nejprve zpětně ověřuje, kdy disponuje kapacitou podle zdrojů pro operaci 30 a zároveň ověřuje schopnost zabezpečení materiálu, který je potřeba pro výrobu. Pokud je položka D na skladě, použije systém skladovou zásobu, pokud ne, pracuje s definovanou průběžnou dobou a naplánuje dodání (v našem případě navrhne plánovaný příkaz na nákup). Na základě průběžné doby systém zjistí proveditelnost operace a pokračuje v zaplánování té následující.
Před provedením operace 10 systém rozpozná potřebu položek B a C. U položky B může být přitom např. nastaveno, že se nemá plánovat podle kapacit a dostupnosti zdrojů, ale podle nastavené pevné průběžné doby výroby (což je v podstatě obdoba plánování prostřednictvím tlačného MRP II). V praxi obvykle dochází k situaci, kdy je známo, že potřebná výrobní operace včetně zajištění subdodávek bude trvat týden a není nutné kvůli zjednodušení tohoto modelu zohledňovat další vlivy. Proto se v takovýchto situacích využije informace o průběžné době výroby.
Obr. 2: Technologický kusovník pro plánování výroby
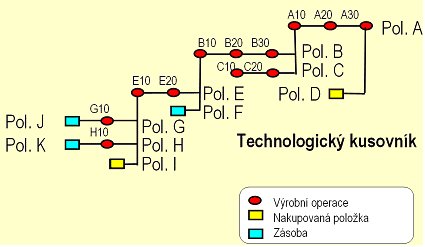
U položky C pak systém např. zjistí, že je už rozpracovaný nějaký výrobní příkaz a že dané množství rozpracované produkce může použít pro tuto zakázku. Poznamená si tedy, že může použít již existující dodávku a identifikuje její typ. Poté systém pokračuje dále v plánování.
Jak uvádí v našem případě obrázek 2, systém rozpozná, že k výrobě položky B potřebuje zabezpečit polotovary E a F. Opět tedy provede zaplánování až na tu nejnižší úroveň. Položku F přitom nalezne na skladě a může použít její zásobu. Položku E je třeba vyrobit na základě disponibility zdrojů, jak ukazuje obr. 2.Pokud je vše v pořádku, potvrdí se požadované alokace zdrojů a další zakázky už s nimi nemůžou počítat. APS tedy navrhne postup prací (plánované příkazy pro výrobu či nákup). V našem příkladě doporučí plánovaný příkaz pro výrobu položek A, B, E, G a H . U položky C využije její rozpracovanou produkci. K položce D a I navrhne plánovaný příkaz na nákup a položky F, J a K alokuje na skladě.
Po zaplánování systém navrhne a prezentuje uživateli ERP vše, co by měl potvrdit. Systém ovšem není koncipován tak, že by výrobní příkaz či nákupní objednávku automaticky vytvořil. Vždy musí následovat krok plánovače, ať už jde o pracovníka plánujícího výrobu či nákupčího, kterému je výsledek plánování prezentován jako seznam návrhu. V praxi se samozřejmě můžete dostat do situace, na níž neexistují nastavená pravidla či je nelze do systému předem zabudovat. Proto se nakonec musíte spolehnout na pracovníka, v našem případě plánovače, který na základě své intuice a dlouhodobé zkušenosti zhodnotí návrh systému a podle situace jej potvrdí, upraví či zruší.
Podpora pokročilého plánování a řízení výroby v informačním systému napomáhá plánovačům k nastavení a realizaci výrobního procesu. Konečné rozhodnutí ale záleží na odpovědném pracovníkovi, jeho intuici a dlouhodobé zkušenosti s výrobním procesem v daném podniku.
| ||||||
|
23.01.2007 - Hana Klčová, Petr Sodomka - četlo 168999 čtenářů.
| Tento článek ješte není ohodnocen. | Hodnocení článku: nejlepší [ 1 | 2 | 3 | 4 | 5 ] nejhorší |
|
|
|


